






- 2023��������Ա�����������ѡ�
- 2023���������߹���������������һ�꣬�ٰ��˵�ʮ...[����]

- 9�����70% ����;��δ�ꣿ
- ��2011���콺�۸����������2019�꣬�����Ѿ�������9��...[����]

- 2015����Ȼ��˰ȷ���ϵ�
- 2015��1��1�����콺��˰ȷ���ϵ��������ݶ�Ϊ�� ...[����]

- �����ʹ�������μ���
- �����ʹ�����������ϵͳ��������Ҫ��һ�������ʹ���...[����]

- ���䷽�����������������
- ���������������ռ������̽��� ��������ѡ�Σ�����...[����]
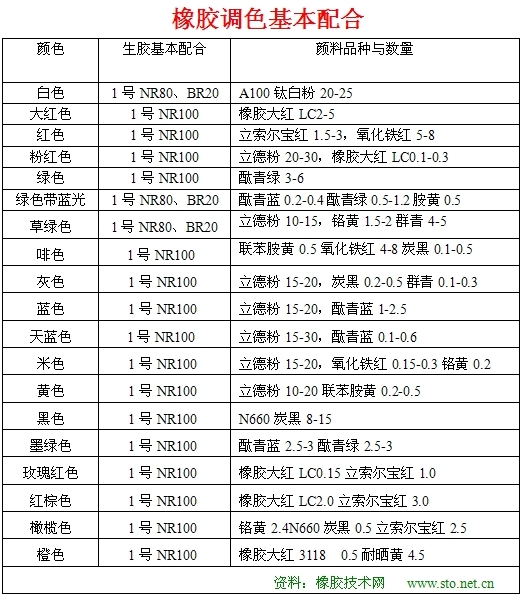
- ��ɫ�������
- ...[����]

- ��������һ��
- 1736�꣬������ѧ�ҿ���������³�����й���������ϸ...[����]

- �������й�������ҵ�Ŀ�����
- ����������������Ӱ�ߣ���������Ʒ����1983�꣬...[����]

- ������������������
- �������ϡ��������е�ֲ�����������ǵij������ˡ���...[����]





